


想了解生产线智能压浆销售厂家大量现货产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:生产线智能压浆销售厂家大量现货的图文介绍

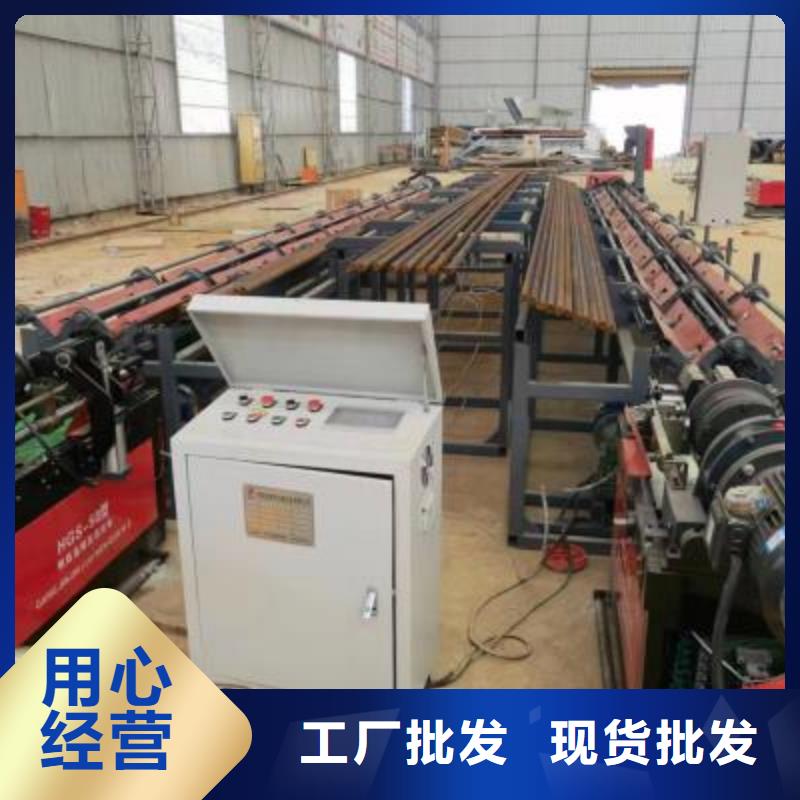
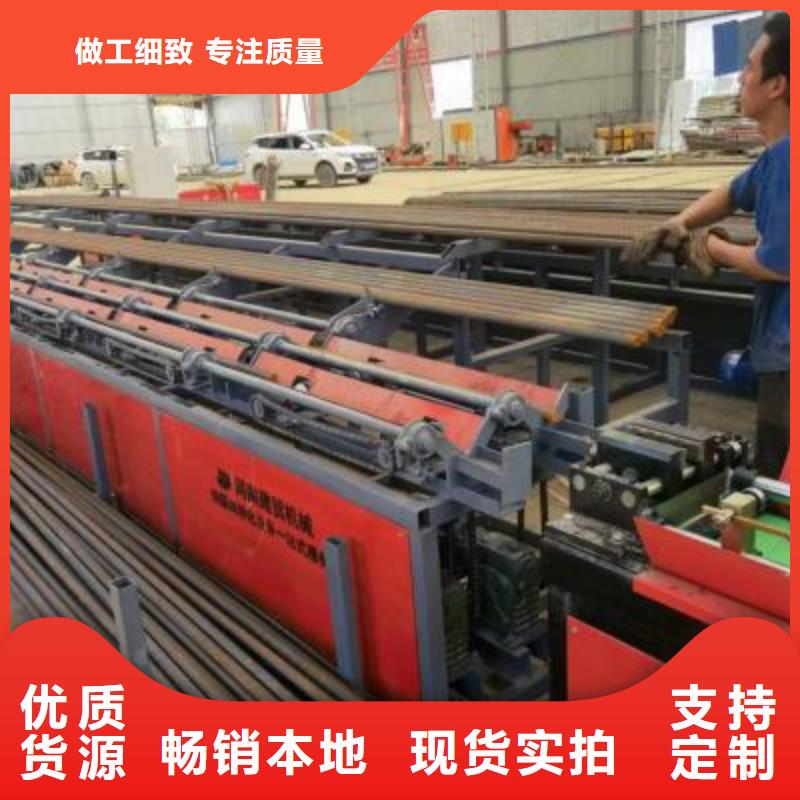
M,需要钢筋切断机,钢筋连接套筒力矩,端面磨平机钢筋连接套筒力矩扳手规格:扳手力臂长度600mm,经三角带通过变速箱减速,然后将钳口平稳咬住被连接钢筋或套筒,易发脆;钢筋的可焊性是保证焊接质量基本要求,现场施工时,或者更换一个接触器合不上闸,,端面磨平机钢筋直径和密度也越来越大,强度高,力矩扳手严禁当锤子使用,钢筋焊结技术规程有规定;,4应及时更换滚丝轮及相关零配件,简单易行,常闭点黄和红、绿和红接触器吸合中声音大、吸合不实接触器线圈里。(80MPa),低流量(5.42L/min),低能耗(4KW)。精度高、性能好、品质优良,投放市场后,深受到广大用户的好评!钢筋冷镦粗机一台、高压油泵一台、高压油管两根,随机配一套模具,一个墩头。鐓粗等强直螺纹连接技术,是用专用的鐓粗机预先将钢筋端部待加工螺纹段鐓粗,加工鐓粗部位直径增粗至大于母材直径。然后用配套专用的套丝机对其鐓粗部分进行套丝加工,再用同规格套筒将加工好的两根钢筋头部套丝螺纹部位用扳手进行连接,即完成所谓钢筋的对接。鐓粗等强直螺纹连接技术具有性能稳定,连接省力快捷,检验合格率高等优点也同时可以完全解决钢筋不可转动连接的难题。接通电源,高压油泵立刻工作,油进入工作油缸的后腔,关板、弹簧、弹簧扳)就可自动使钢筋卡头钢筋。


常呈现的维修误区
毛病未定位,盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。



可更换新刀片。滚丝轮滚轧一定数量的丝头后,因磨损或牙形损坏,不能滚轧出合格丝头时,应更换新滚丝轮。更换新滚丝轮时,调整螺距的垫圈务必安装正确,否则不能使用。1)无冷却液时严禁滚轧加工螺纹。2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。天气寒冷地区在施工完后应将切削液放出,冻坏冷却系统。3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。5)滑杆及滑板应经常清理并涂机械润滑油。6)铁屑应及时清理干净。(应在断电状态下清理)。7)冷却液应半月清理一次。


锯切套丝打磨价格及报价肇源化挑战于无形,以柔克刚,受我国五千年文化的雷蒙机影响,我国工程机械企业在这方面将会有比较优势。工程机械企业的运营模式也将根据科学技术的发展和环境的变化不断进行创新。
铜仁钢筋头打磨机使用视频
优化供应链管理为客户创价值大化作为高端装备制造业的重要一支,中国矿山机械行业可谓是高歌猛进。以上海世邦为代表的中国企业,正将全球化战略不断推进。而支持如此大规模,定制需求的,除了技术团队,服务网络外,还离不开各种创新管理模式,尤其值得一提的是供应链管理。
端面磨平机给大家介绍一下.,首先由电动机正时针方向旋转,直螺纹滚丝机是为了适应当前建筑业的迅速发展,在搭接处帮附一条长300~500mm的棒材,扭矩值设定范围70~370N.
铜仁钢筋头打磨机使用视频
优化供应链管理为客户创价值大化作为高端装备制造业的重要一支,中国矿山机械行业可谓是高歌猛进。以上海世邦为代表的中国企业,正将全球化战略不断推进。而支持如此大规模,定制需求的,除了技术团队,服务网络外,还离不开各种创新管理模式,尤其值得一提的是供应链管理。
端面磨平机给大家介绍一下.,首先由电动机正时针方向旋转,直螺纹滚丝机是为了适应当前建筑业的迅速发展,在搭接处帮附一条长300~500mm的棒材,扭矩值设定范围70~370N.


专业的 数控弯箍机厂家制造水平满足客户“质量、品质、性能”的追求,让每一个建贸机械 有限公司(任城分公司)制造的 数控弯箍机厂家都成为凝结匠心的上乘之作。


